BOTTOM HOME
Back To Peugeot 306 Menu
Back To Homemade Tools Menu
Here is a homemade valve spring compressor.
I did not want to spend a fortune on a decent valve spring compressor and I was wary of buying one in case I bought the wrong one and it did not fit or do the job.
I decided to make one myself so it was the correct size for the job. I enjoy making stuff like this.
When I first tried to compress a valve spring the frame of the valve spring compressor started to bend alarmingly and I thought the tool was going to break. The valve spring would just not compress and seemed to require an enormous force in order to move it. I eventually found out that the Valve Half-Cone was stuck to the retainer.
To free the Valve Half-Cone from the retainer, I rested a 21mm socket on the valve retainer and gently tapped the socket with a hammer. I did this for all the valves.
NB. When tapping one of the retainers, one of the Valve Half-Cones came loose and fell off the valve stem. Luckily the other half remained in place keeping it all together. I hate to think what would have happened if both halves of the Valve Half-Cone had fallen off, particularly as the spring was only being held on by the Valve Half-Cone at that time. I think I should have put the valve spring compressor in place so that it was just on the point of compression, before I tapped each retainer.
Once the Valve Half-Cones were loose on their retainers the tool worked beautifully, and I got all 8 valves out in a controlled manner.
↓ Capacity = 0 to 170mm
Throat Depth = 150mm

↓ This is why I needed a valve spring compressor, 4 bent exhausts and 2 bent inlets.
A month down the line and I am still kicking myself for not checking the cambelt on the scrap 306 we acquired. If only we had looked at the cambelt, it is only a 5 minute job on this engine. Instead we concentrated on correcting two pages of mot failures and the cambelt check was lower down on the list.
coulda, shoulda, woulda.

TOP
↓ Here are the raw materials for the valve spring compressor.
8mm rod for the tommy bars, M10 threaded rod for the clamps, 30mm x 6mm flat lacquered bar for the frame, 32mm diameter round bar for the cage, 26mm diameter round bar for the screwed hubs, and M6 bolts to secure the frame.

Top
↓ I started by making the frame.
The frame is secured by M6 bolts and nuts.
The corner joints will be silver brazed for extra strength.

↓ Close up of a corner.
The 30mmx6mm lacquered steel was a poor choice for this job. The edges are rounded, the steel is coated, and the steel is certainly not flat (it is thinner in the middle).
I was going to just use it as is, but I later filed it all down to make it look better and it was well worth the extra effort.

↓ The screwed hubs are made from 32 mm diameter round bar.
The bar is drilled 8.5mm which is the tapping size for m10x1.5.

↓ The machine vice is aligned to the mill using the dial test indicator.
A parallel is clamped in the vice jaws and the indicator references that surface.

↓ A 6mm wide slot will be machined in each screwed hub.
Here the bar is set up square for milling and the endmill is centred over the bar.
The finished slot in the bar.
I enjoy milling slots.

↓ The two screwed hubs are parted from the bar.
The screwed hubs are turned down to size and cleaned up in the lathe.
Each screwed hub is around 30mm long, to fit on the end of the 30mm x 6mm frame flat bar.

↓ The two screwed hubs are tested on the frame.
The screwed hubs will be tapped M10x1.5 and then silver brazed to the frame.


↓ I tapped the hubs M10x1.5 using my OSG taps. These are so good.
I use Rocol RTD liquid to prolong their life.

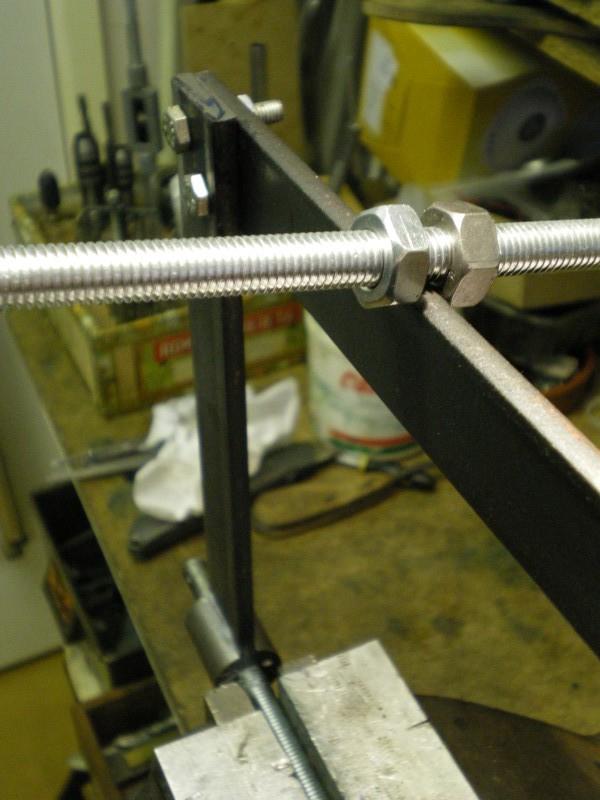
↓ Before silver brazing, the screwed hubs are aligned by a length of M10 threaded rod.
I tested the idea in the frame upside down first.

↓ I rested a length of M10 rod on top of the frame to steady it during the brazing procedure.
The slight weight of the frame on the hubs kept everything in place as I heated it with the burner.
Here you can see the frame pushing down into the hub joint.
↓ Fluxing up the job.
The hubs are then silver brazed to the frame.

↓ The frame is starting to take shape.
Silver solder found its way onto the M10 rod and locked up the threads in both hubs. It was easy enough to free both sides up and release them, but it took a bit of time.
The joints would be better if they were braze-welded using oxy-acetylene, but I do not have that equipment.


↓ I brazed the corners for added strength.
The edges of the lacquered bar were curved, so I milled them flat.

↓ I spent most of a morning filing the lacquer off and making the surfaces flat.
Here you can see the silver solder that is holding the corner together.

The rough filed surface will provide a good key for the paint.

Here you can see the silver solder that is holding the hub to the frame.

Top
↓ The clamp that sits on the valve faces in the combustion chambers was made next.

↓ The clamp seat was turned to diameter and tapped M10.

↓ An M10 rod was screwed into the seat and then brazed up to secure it.

↓ The seat was parted.

↓ The seat was turned down to size and tapped M4 to take a machine screw.
The M4 machine screw secures a piece of polypropylene on the seat to avoid metal to metal contact with the ends of the valves in the combustion chamber.

↓ The plastic was secured to the seat with a brass M4 pan head machine screw, and then turned down to size.


↓ A knurled handle was made for the clamp. I was going to use a tommy bar affair, but a simple knurled handle seemed more approriate here.

↓ The handle was tapped M10.

↓ The knurled handle was cut off in the bandsaw and tidied up in the lathe.

↓ All the parts for this clamp have been made.


Top
↓ The clamp that sits on the valve springs was made next.

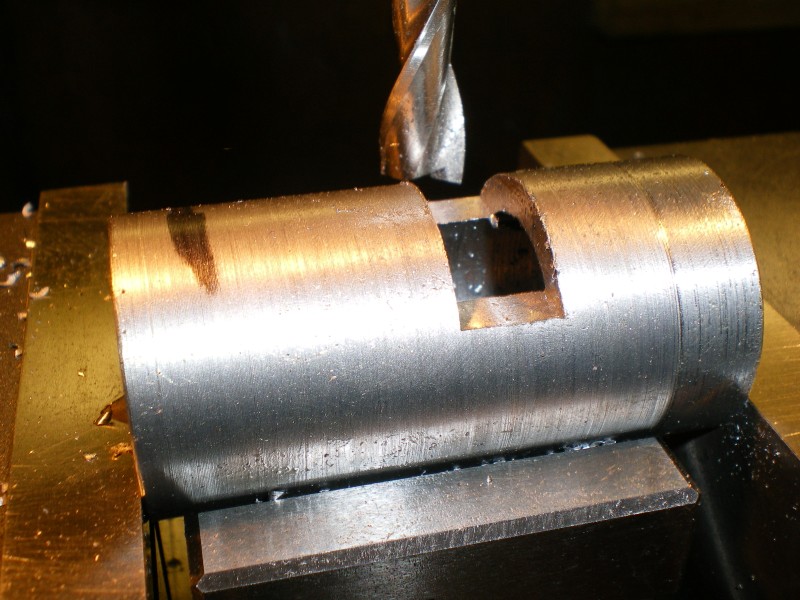
↓ The blank for the Window is turned to diameter and most of the material is removed with a drill.

↓ The blank is bored and finished to size with a boring bar.

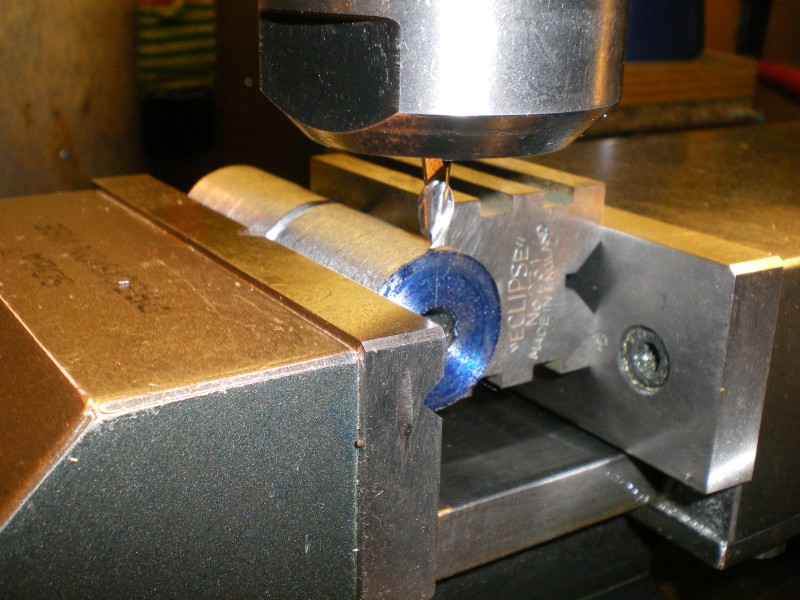
↓ The blank is cut and finished to length and set up in the milling vice. The first slot is milled.
↓ The second slot is milled.

↓ The Window is opened out with the hacksaw.

↓ The hacksaw cut is tided up.

↓ Now that the Window has been opened up the end of the bore can be seen, and is tidied up with a boring bar.

↓ The Window is virtually finished.

↓ A hole is drilled in the Window and is tapped M5x0.08.
A 5mm diameter bar locates in the threaded hole, and is used to stop the Window from turning as the clamp is rotated and tightened.


↓ The Seat for the Window is made next.
I got this right on the third attempt.
The best method is to drill and tap a hole in the blank and braze the M10 rod in the hole. Then hold the M10 rod in the lathe chuck and turn the seat in one session without removing it from the lathe chuck. This way it all remains pretty much concentric.

↓ The Window is located on the Seat.
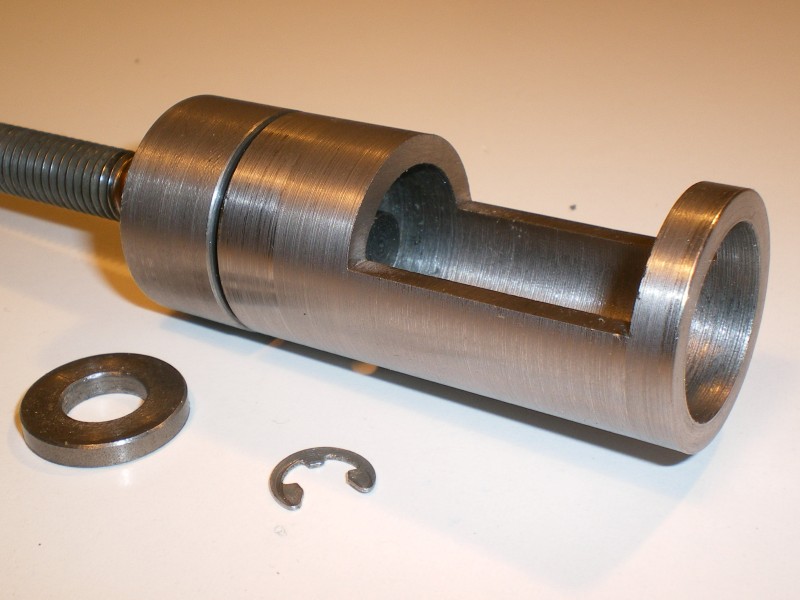
↓ The Window is secured to the Seat by a Circlip.
The Window can swivel on the Seat.

↓ A close up of the Seat, showing the washer/spacer and Circlip.

↓ The handle for the Window clamp is made next.

↓ The hole for the Tommy bar is drilled in the handle.


↓ The end of the handle is tapped M6x1 for a grub screw.
The Tommy bar can either be left loose or secured tight with the grub screw.

↓ The two ends of the Tommy bar are threaded M8x1.25.

↓ The caps for the ends of the Tommy bar are made.


↓ The clamp that sits on the valve springs is finished.
Top
↓ As the clamp was tightened the Window tended to move off the valve spring.
I had to make an Adapter, to keep the Window central on the valve spring. It has been uphill all the way on this job.
↓ A valve spring with a retainer is on the left. The Adapter is in the middle. The Window is on the right.

↓ The Adapter fits over the valve spring retainer.

↓ The Window sits in the Adapter and cannot wander off the Retainer.

Top
↓ Here are the pieces of the valve spring compressor.
It took me over a week to make this tool.

↓ The finished valve spring compressor.
Now it needs a coat of paint.
↓ As the clamp is tightened the Window tends to rotate.
The long bar in the Window is used to hold the Window stationary and keeps fingers well away from the compressed spring.
I did not fancy holding the Window directly, as my fingers would then be near a highly compressed spring.

↓ I secured the two handles with M10 nuts. I will replace these with some better looking locking rings when I get the inclination.
The tool can be dismantled easily.


TOP HOME