| Clarkson Mark 1 Tool and Cutter Grinder - Making Adapter Bushes To Hold End Mills And Other Cutters |


I lost a few pictures here.

↓ The new adapter bush with the completed cross hole is on the left.

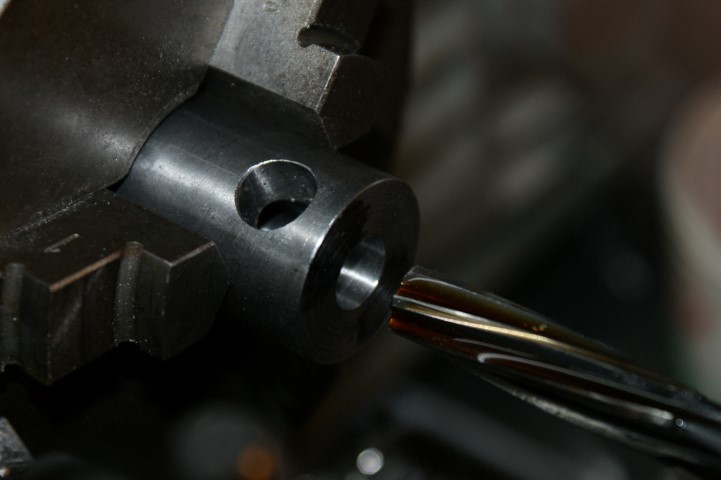
↓ The new adapter bush is turned to length and reamed to size in the lathe.
↓ The 12mm adapter bush is completed.

↓ The 10mm and 12mm adapter bushes are completed.

22

↓ An adapter bush being inserted in the 1 inch holder.
