| LATHE CROSS DRILLING FIXTURE |
| Warco WMT300/2 (similar to the Clarke, Grizzly 4015 and Smithy 1220) |



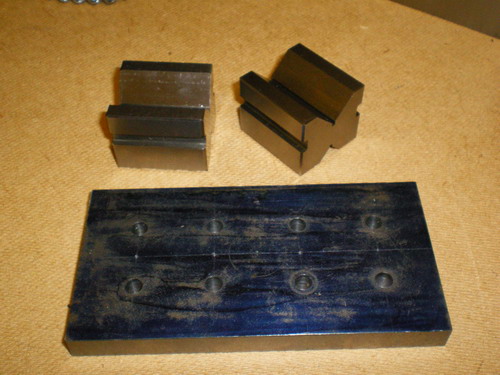













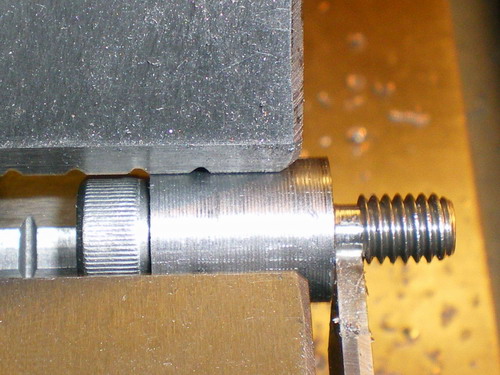
↓ I made a couple of sets of M6 cap screws, of varying length, to fit the posts.




















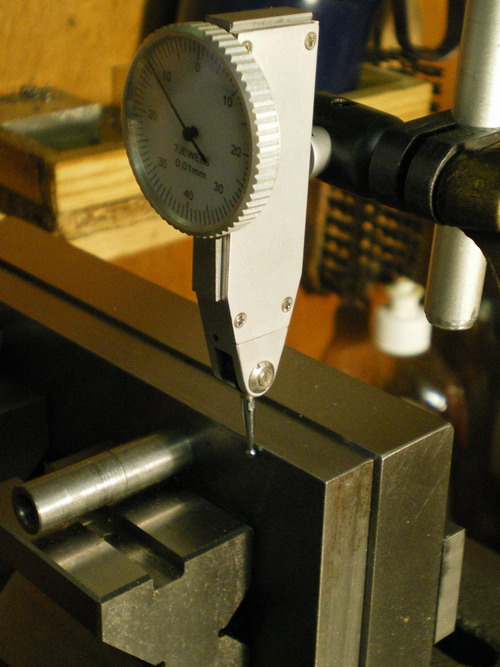
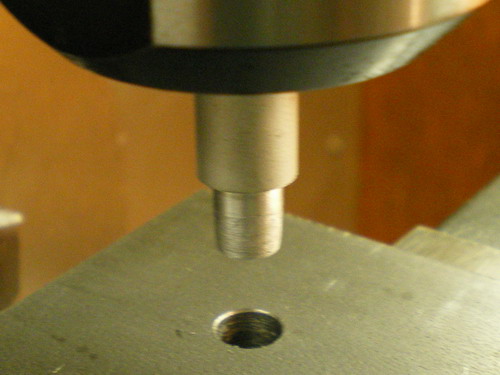
The DTI is set up. The cross slide is run in and out. The fixture is repositioned until the DTI reads zero deviation.